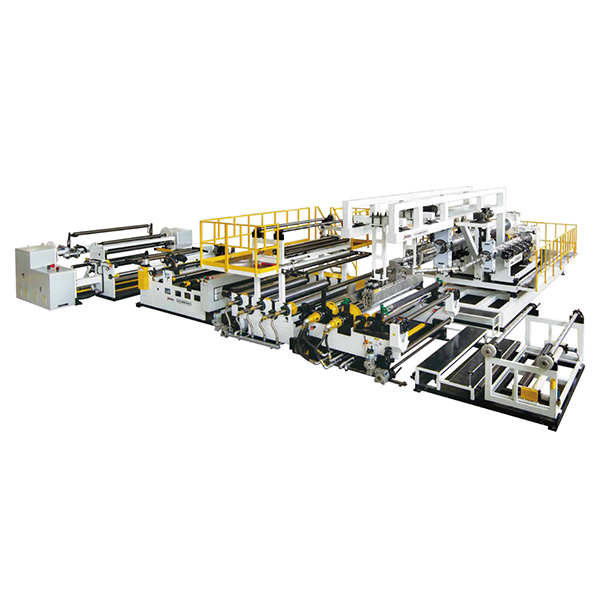


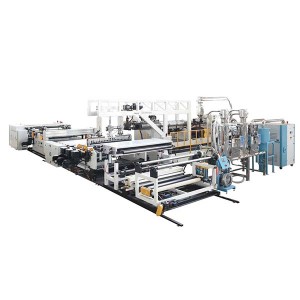
TPU High-Chini Joto/High-elastiki Filamu Co-extrusion Line
Vipengele vya mstari wa uzalishaji
Malighafi ya TPU yenye viwango tofauti vya joto na ugumu hutolewa na extruder mbili au tatu kwa wakati mmoja. Ikilinganishwa na mchakato wa kitamaduni wa mchanganyiko, ni wa kiuchumi zaidi, rafiki wa mazingira na ufanisi zaidi kuchanganya filamu nyembamba za halijoto ya juu na halijoto ya chini nje ya mtandao.

Vipimo kuu vya kiufundi
|
Mfano |
Upana wa bidhaa |
Unene wa bidhaa |
Uwezo |
|
JWS90+JWS100 |
1000-2000mm |
0.02-0.5mm |
200-250kg / h |
|
JWS90+JWS90+JWS90 |
1000-2000mm |
0.02-0.5mm |
200-300kg / h |
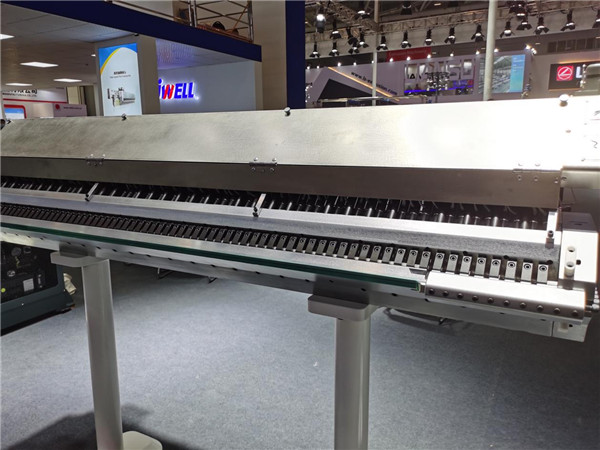
Kufa (mold)inachukua upanuzi wa njia ya mtiririko wa aina ya matone ya maji ya umbo la V, na teknolojia ya shunt na muundo maalum wa kuleta utulivu wa pembetatu. Kujumuisha safu na kuboresha usahihi wa mchakato wa extrusion ili kuondoa umbo la 'M' na muundo wa mtiririko wa umbo la 'W' kwa ufanisi. Mdomo wa juu wa kufa kwa kutumia aina ya mwongozo wa kusukuma-off + urekebishaji wa kiotomatiki wa sehemu moja ya mdomo wa kufa, aina ya marekebisho ya mwongozo ni ± 1mm, anuwai ya marekebisho ya kiotomati ± 300um; Kuhusu sehemu za udhibiti wa marekebisho ya midomo ya kufa kiotomatiki, tunatumia mfumo wa udhibiti wa kitanzi uliofungwa kwa sasa wa hali ya juu sana na mfumo wa kupima kiotomatiki hufanya unene wa bidhaa kuwa ± 2% kwa usahihi, upimaji wa unene wa mtandaoni ni uchunguzi wa kiotomatiki unaoendelea mara kwa mara, unaweza kuonyesha sana Uvumilivu wa unene wa wakati halisi wa bidhaa. Kupitia programu ya kompyuta usindikaji data, maoni kwa maalum kufa midomo kurekebisha bolt upanuzi mafuta, na kutambua ufunguzi wa kufa mdomo unene kwa ajili ya kurekebisha moja kwa moja faini, haraka na ufanisi kudhibiti unene wa bidhaa kwa usahihi. Na tuna nzuri kufa kichwa scalability, kulingana na customers'needs , vinavyolingana na tofauti "ndani ya kuzuia aina upana kurekebisha kifaa" au "kifaa cha nje ya kuzuia upana kurekebisha", kuwa bora kuridhika mahitaji ya mteja kwa uzalishaji bora zaidi.


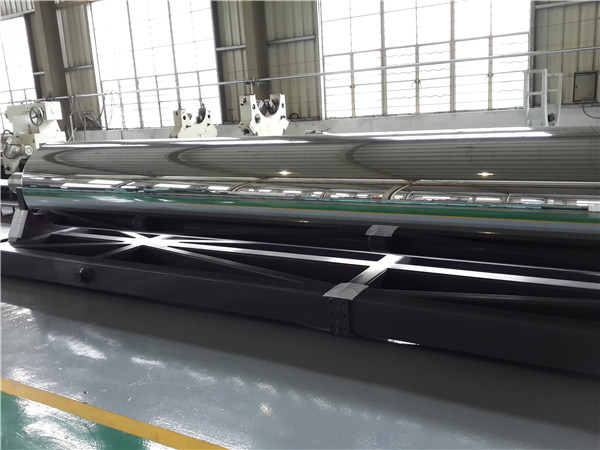
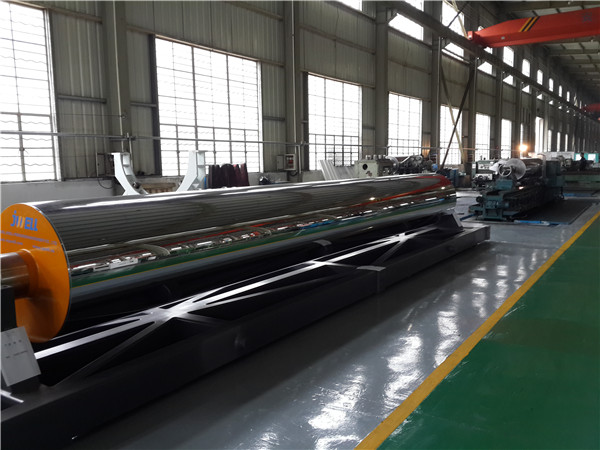
Super Mirror Roller
● Kiwango cha ukali wa uso wa roller kinaweza kufikiwa Ra0.005-0.01μm;
● Upeo wa silinda na mshikamano wa roller unaweza kufikiwa ≤0.005mm;
● Uimara ulioimarishwa wa rola na kupunguza mkengeuko wa joto wa uso wa roli kupitia muundo maalum wa muundo wa roller.
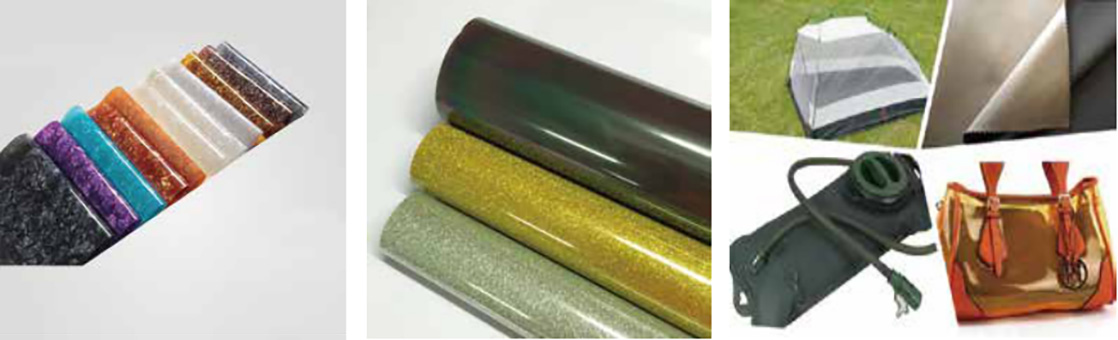
Kategoria za bidhaa
-

TPU Casting Composite Filamu extrusion mashine
-

Mashine ya Kuchimba Filamu ya TPU /Moto Melt Extrusion
-
PP/PE/EVOH/PA/PLA Filamu ya mipako ya tabaka nyingi...
-

Safu Moja au Uchimbaji wa Filamu ya Tabaka Nyingi...
-

Mstari wa Uzalishaji wa Nguo za Gari zisizoonekana za TPU
-

Safu Moja au Filamu ya Kufunika Tabaka Nyingi...





